| Вход | Регистрация | |

| ГЛАВНАЯ ¦ НОВОСТИ ¦ СТАТЬИ ¦ МОНИТОРИНГ ¦ СОБЫТИЯ ¦ РЕЙТИНГИ ¦ УГОЛОК ПОТРЕБИТЕЛЯ ¦ GUIDE
|




«Недобросовестная конкуренция – уловки импортеров. Опыт Украины и стран СНГ». Доклад Ильи Н. Петунова на конференции «Украинский рынок посуды: эффективные стратегии развития»
01-10-2011
 Большое количество некачественной посуды на полках магазинов все больше тревожит участников рынка. Как следствие – на разных мероприятиях в разных странах темы безопасности и качества посуды становятся ключевыми. Не стала исключением и прошедшая в сентябре в рамках выставки Tableware в Киеве конференция «Украинский рынок посуды: эффективные стратегии развития». Доклад Ильи Н. Петунова, посвященный проблемам манипуляции с качеством посуды со стороны недобросовестных импортеров, стал одним из самых интересных и обсуждаемых. С согласия автора публикуем его печатную версию на страницах нашего сайта.
Большое количество некачественной посуды на полках магазинов все больше тревожит участников рынка. Как следствие – на разных мероприятиях в разных странах темы безопасности и качества посуды становятся ключевыми. Не стала исключением и прошедшая в сентябре в рамках выставки Tableware в Киеве конференция «Украинский рынок посуды: эффективные стратегии развития». Доклад Ильи Н. Петунова, посвященный проблемам манипуляции с качеством посуды со стороны недобросовестных импортеров, стал одним из самых интересных и обсуждаемых. С согласия автора публикуем его печатную версию на страницах нашего сайта.
Как и проблема безопасности, проблема качества стоит на данном этапе развития производства и импорта посуды очень остро. Основной парадокс нынешней ситуации состоит в том, что с образованием в прошлом году Таможенного союза России-Беларуси-Казахстана (далее – ТС) на вооружение были приняты нормы и подходы Европейского союза в области контроля за качеством выпускаемой и импортируемой продукции. По обыкновению, чиновниками ТС была просто скопирована часть европейской системы контроля с весьма существенными, влияющими на конечный эффект, изъянами.
 На данный момент практически по всем товарно-номенклатурным позициям посуды решением комиссии Таможенного союза ТС отменен ранее существовавший порядок сертификации и подтверждения соответствия, как в отношении производимых в ТС товаров, так и импортируемых. В странах ЕС государство финансирует из государственных средств выборочную закупку и последующий контроль качества и безопасности продаваемых товаров, в частности посуды, что делает невыгодными для постоянных трейдеров поставки некачественного товара (потеря репутации торговой марки и т.д.). Однако ни в России, ни в Беларуси этим теперь просто никто не занимается. Все отдано на откуп производителям и импортерам. В странах ТС для реализации, например, посуды из нержавеющей стали в розничной сети, теперь достаточно декларации изготовителя (импортера) о том, что товар безопасен и соответствует некому нормативному документу.
На данный момент практически по всем товарно-номенклатурным позициям посуды решением комиссии Таможенного союза ТС отменен ранее существовавший порядок сертификации и подтверждения соответствия, как в отношении производимых в ТС товаров, так и импортируемых. В странах ЕС государство финансирует из государственных средств выборочную закупку и последующий контроль качества и безопасности продаваемых товаров, в частности посуды, что делает невыгодными для постоянных трейдеров поставки некачественного товара (потеря репутации торговой марки и т.д.). Однако ни в России, ни в Беларуси этим теперь просто никто не занимается. Все отдано на откуп производителям и импортерам. В странах ТС для реализации, например, посуды из нержавеющей стали в розничной сети, теперь достаточно декларации изготовителя (импортера) о том, что товар безопасен и соответствует некому нормативному документу.
Качество посуды из нержавеющей стали складывается из многих составляющих: тут и технические параметры емкости, и материал, и конструкция, и совершенство технологии полировки, и многое другое. Попробуем вкратце остановиться на некоторых аспектах качества посуды. На рисунке (см. ниже) мы видим характерные отличия распилов классического варианта емкостей, у которых ТРС-3, изготовлен методом диффузионной сварки и пайки.

На рисунке видно, что у паяной емкости внутри капсулы по краю есть пустое пространство, а край капсулы просто прилегает к емкости. Это ни что иное, как технологическая особенность данной конструкции, у которой есть как свои плюсы, так и минусы. К плюсам можно отнести равномерную толщину ТРС по всей периферии дна, а минусам наличие пустого пространства по краю. Если говорить о диффузионном (импакт) дне, то к его плюсам можно отнести, прежде всего, отсутствие пустот в капсуле дна и стойкость к перегреву, а к минусам - определенную неравномерность толщины ТРС. Как правило, дешевые серии посуды изготовлены именно методом пайки и имеют зеркальный тип полировки внутри.
Совместно с Интернет-изданием posudka.ru мы провели свой мониторинг того, что продается сейчас в бурно развивающихся российских торговых сетях Ашан, Метро, Лента, а также специализированных посудных магазина Санкт-Петербурга в категории посуда из коррозионностойкой нержавеющей стали. Результат оказался не утешительным, практически все образцы не соответствуют даже минимальным требованиям стандарта ГОСТ 27002-86.
Стремясь привлечь покупателя низкой ценой, сетевые закупщики отдают предпочтение поставщикам посуды далеко не лучшего качества. Как известно, основной составляющей стоимости посуды является стоимость материалов, из которых она изготовлена, прежде всего, нержавеющей стали. В стали, а именно - в ее марке, кроется один из основных секретов низких цен импортной нержавеющей посуды, продающейся сейчас на прилавках магазинов. Для производства наплитной посуды в настоящее время используется достаточно обширный перечень нержавеющих сталей, наиболее широко распространенные из них приведены в таблице.
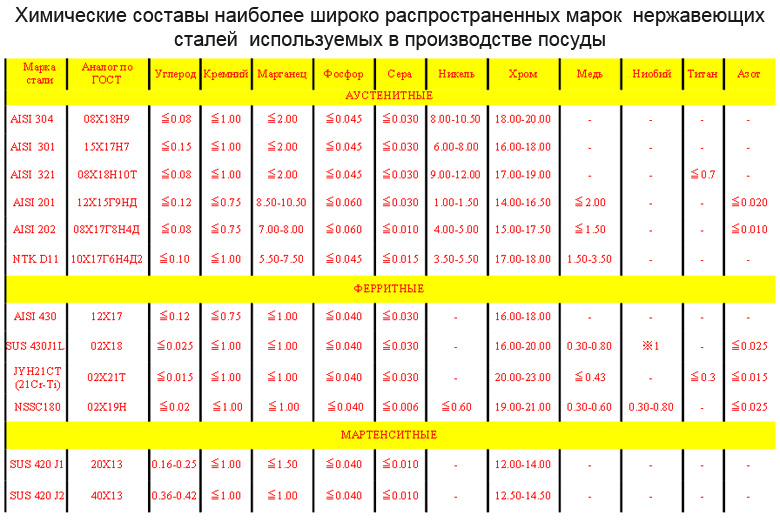
Все эти марки стали имеют различную стоимость, на которую, в свою очередь, существенно влияет стоимость отдельных компонентов, таких, как феррохром и никель. Наиболее дорогим и биржевым компонентом нержавеющей стали является никель, (котировки и торги по никелю ведет Лондонская биржа LME), мировая цена на который колеблется в достаточно широком диапазоне. Также на стоимость стали влияет и регион их производства. Европейские стали традиционно дороже произведенных в странах Юго-Восточной Азии.
Именно поэтому в последние годы сложилась устойчивая тенденция постепенного перераспределения объемов производства нержавеющих сталей в пользу азиатских производителей. Так в настоящее время более 40% мирового производства нержавеющих сталей находится в Китае и на Тайване, значительная доля производственных мощностей находится в Южной Корее и Японии. Как видно из таблицы, нержавеющие стали можно условно поделить на две группы никельсодержащие (аустенитные) и безникелевые (ферритные и мартенситные). Наиболее распространенной безникелевой сталью является марка 430 по AISI. Она широко используется для производства столовых приборов и кухонных принадлежностей (по некоторым оценкам это более 85% объемов отечественного производства), а также для отдельных частей в производстве кастрюль. Понятно, что с одной стороны выбор материала для кастрюли существенно влияет и на ее себестоимость, а с другой, не все стали одинаково хороши и в производстве и при эксплуатации готовых изделий. Безникелевые стали жестче и поэтому труднее полируются и шлифуются, это требует больших затрат на производство, (примерно на 50% больше, чем из никельсодержащих аустенитных сталей), а конечное достижимое качество полировки поверхности заметно уступает сталям из никельсодержащей группы.
Поэтому, как правило, большинство производителей используют сталь марки 430 только для изготовления нижней покрывающей капсулы дна, хотя есть и исключения. Так, например, стандартная спецификация по посуде из нержавеющей стали марки IKEA предусматривает использование стали 430 для емкости кастрюль серии 365+ (толщина стенки 0.6м., толщина ТРС в пределах 2.0мм, паяное дно). Общеизвестно, что данная марка стали имеет ограниченную коррозионную стойкость, но для IKEA использование 430 стали для производства емкостей - это политика фирмы. Хотя сейчас есть более совершенные марки безникелевой стали (см. в таблице 1), ни в чем не уступающие сталям 300-й и 200-й групп в плане коррозионной стойкости. На слайде мы видим результаты теста* ковша IKEA диаметром 16см серии 365+.

До испытания все выглядит вполне прилично, внутри емкости зеркальная полировка, снаружи матовая. После испытания на дне видны заметные участки отслаивания. Такие дефекты весьма характерны для зеркального типа полировки. Если посмотреть с точки зрения требований стандартов ГОСТ 27002-86 или EN, то это изделие им не соответствует по техническим параметрам, а по результатам теста является, по сути, браком в производстве.
Следует отметить, что распознать, к какому типу стали относится материал емкости кастрюли достаточно просто. Дело в том, что стали аустенитного класса не магнитны, а ферритного и мартенситного хорошо реагируют на постоянный магнит.
Другой типичный для нашего времени пример подмены понятий, который сейчас широко используют отечественные брендмейкеры - это повсеместное использование для производства емкостей кастрюль стали марки 201, это притом, что сами изделия маркируются обозначением 18-10. Это ненормативное обозначение стали 304 широко используемое в рекламе и возникшее ранее от сокращенного обозначения этой стали в системе немецкого стандарта DIN, ушедшего в Лету, обозначающее процентное содержания хрома -18% и никеля -10% , но, как мы уже видели раньше в приведенной выше таблице, для стали 201 это соотношение совсем другое. Хрома в этой стали меньше, а никеля почти нет, вместо него сталь легируется более дешевым марганцем. 201-я сталь, как и более дорогая 304-я марка стали, немагнитны, и в готовом изделии для неспециалиста по цвету практически не различимы.
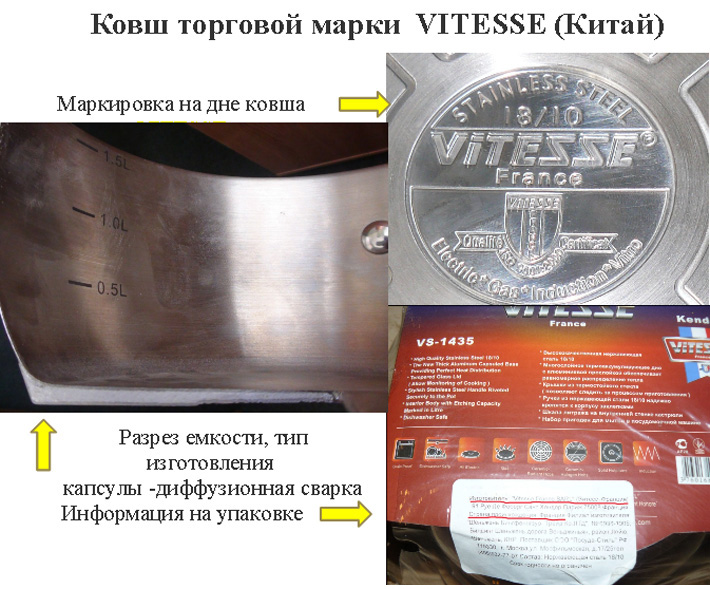
Этим и пользуются продавцы таких торговых марок как Berghoff, Gipfel и Vitesse, которая использует 201-ю сталь в своих изделиях, маркируя их, по прежнему, "18/10" (кроме этого, бросается в глаза сохраненная маркировка "France" вопреки решению ФАС). Современная маркировка посуды Vitesse приведена на рисунке ниже.
То же самое можно сказать и про некоторые другие торговые марки посуды из нержавеющей стали. Вот, например, результаты теста аналогичного изделия торговой марки Gipfel изготовленного из 201 стали. (см. рисунок ниже) как мы видим, и тут в маркировке используется обозначение "18-10", которое на самом деле не соответствует действительности.

А вот что стало с ковшом торговой марки KONIG из той же 201-й стали после тестового испытания (см. рисунок ниже). Для справки: посуда KONIG один из основных посудных брендов, продаваемых сетью гипермаркетов Ашан.

А вот как выглядела посуда из 201-й стали марки COOK&CO (производитель - Berghoff) после непродолжительного использования (см. рисунок ниже). Я проводил экспертизу этого набора посуды по заявке торгового предприятия, после отказа импортера в возврате. На дне видны те же характерные скрытые дефекты полировки.

Если в марке стали не всякий покупатель может разобраться, то уж вес посуды он вполне способен оценить самостоятельно. Есть сложившийся покупательский стереотип о том, что хорошую посуду надо выбирать по весу: чем больше вес, тем толще стенки посуды, и тем она лучше. Это используется брендмейкерами компаний-импортеров. Действительно, чем толще стенка кастрюли и больше ее вес, тем она дороже, но и тут можно легко обмануть неискушенного покупателя. Например, встроив в ТРС массивную стальную пластину. Как это делается на практике, можно посмотреть на примере разреза кастрюли Berghoff серии Cosmo (см. рисунок ниже). При весьма невыдающейся толщине стенок в 0.6мм со встроенной в дно пластиной из черной стали в 2.5мм, кастрюля выглядит и весит, как посуда премиум-класса. Для того чтобы усилить этот эффект восприятия по борту делается так называемый свернутый край, то есть сбоку покупатель видит удвоенную толщину стенки. Ну а фактически, по своим техническим характеристикам, это типичная посуда эконом-класса, которая, к тому же, по толщине алюминия ТРС не соответствующий требованиям ГОСТ 27002-86.

Желание сэкономить на себестоимости и выдать один класс посуды за другой, при этом указав заведомо ложную страну происхождения - вот практически стандартный маркетинговый ход для большинства торговых марок функционирующих на территории стран СНГ. Типичный пример такого подхода – это посуда торговых марок Berghoff, Gipfel, Haus Miller, Royal и т.д.
Не отличается оригинальностью и стандартный эволюционный путь развития большинства псевдоевропейских тороговых марок нержавеющей посуды, функционирующих на рынке стран Таможенного союза и Украины. Как правило, вывод на рынок новой псевдоевропейской марки китайской посуды начинается с вполне добротных по качеству линек и массированной рекламы. Когда марка становится узнаваемой и приобретает определенную степень доверия у покупателей, начинается собственно, процесс получения прибыли. Ну а чтобы заработать, надо сэкономить на себестоимости, оставив у покупателя ощущение, будто они покупают качественную посуду престижной и известной марки. Вот так вместо более дорогой 304-й стали появляется 201-я, не отличимая по цвету и не реагирующая на постоянный магнит. Толщина стенки при этом заметно худеет, а в дно имплантируется стальная пластина для увеличения веса изделия. Но, как и во всем, у такого маркетингового апгрейда есть свои пределы. Тот, кто занимается посудой давно, хорошо знает что уменьшение толщины стенки менее 0,5мм, приводит к потере жесткости емкостью при диаметре уже свыше 20см.
Использование стали 201 в качестве основного материала емкости, при толщине меньше минимальной, может привести еще и вот к такому неприятному последствию (см. рисунок ниже). Этот спонтанно возникающий дефект весьма характерен для 201 стали, хотя встречается и на 304-й стали, и зависит от степени деформации (вытяжки) материала, толщины стенки и конструкции самой емкости. Данный дефект относится к категории неустранимых. На слайде мы видим также точечные дефекты по матовой полировке.

Характерный вид внутренней поверхности емкости, изготовленной из 201 стали с зеркальным типом полировки поверхности, после непродолжительного использования мы видели на примере кастрюли IKEA. Причем, как показали наши исследования, это все не дефекты исходного сырья и не коррозия металла, а скрытые дефекты полировки, т.к. сталь 201 содержит не менее 17% хрома и поэтому не подвержена коррозии при нормальных условиях эксплуатации. Дефекты, кстати, устранимые, но требующие больших трудозатрат, потому что не всегда удается с первого раза устранить их полностью.
Таким образом, можно констатировать, что отсутствие технических требований к импортной посуде, по которым работают отечественные производители, и ценовая политика сетевых закупщиков привели к тому, что сейчас в сетевых гипермаркетах продаются в основном дешевые некачественные изделия, не обеспечивающие надлежащую функциональность посуды. Это ставит отечественных производителей и импортеров в неравные условия ведения бизнеса, и, по сути, является недобросовестной конкуренцией потому, что сетевики дешево продают фактически некачественную нержавеющую посуду, дискредитируя ее как вид в глазах покупателей.
Мне кажется, данную ситуацию надо в корне менять. В интересах потребителей надо разрабатывать и внедрять технические регламенты, в частности для нержавеющей посуды (к сожалению, ГОСТ 27002-86 уже морально устарел и не учитывает всего нынешнего разнообразия конструктивных решений и используемых материалов), причем обязательные как для посуды отечественного, так и импортного производства. Кроме этого в этих документах надо четко оговорить, что производитель обязан указывать в маркировке и инструкциях: тип конструкции, технические характеристики и все материалы из которых изготовлена посуда. Это позволит избежать откровенного обмана покупателей, которым сейчас занимаются многие импортеры.
*Тест основан на методе прямого моделирования - в изделиях в слабосоленом растворе отваривается картофель при температуре 100 градусов по Цельсию в течение 10-15 минут. Данный метод жестче предлагаемого ГОСТом 27002-86 (в котором предписывается использовать 1% раствор поваренной соли при +60С), однако он позволяет с большей эффективностью обнаруживать скрытые дефекты изделий.
Илья Н.Петунов © 2011г.

 Р Е К Л А М А
Р Е К Л А М А

 Р Е К Л А М А
Р Е К Л А М А
 Р Е К Л А М А
Р Е К Л А М А